 |














| Cantidad: | |
|---|---|
PA66 GF30 V0
XINYITE
PA66 GF30 V0 resina plástica, con su 30% de fibra de vidrio reforzada con fósforo rojo retardante de llama V0
Ventajas de la seguridad contra incendios: La adición de fibras de vidrio mejora las propiedades mecánicas de la resina plástica PA66 GF30 V0, haciéndola muy duradera y resistente al impacto. Además, la incorporación de fósforo rojo como retardante de llama consigue que el material se autoextinga al exponerse a las llamas, minimizando el riesgo de propagación del fuego. Esta combinación de fuerza y resistencia al fuego hace que PA66 GF30 V0 sea una opción ideal para diversas aplicaciones.
Aplicaciones: La resina plástica PA66 GF30 V0 se utiliza ampliamente en industrias donde la seguridad contra incendios es primordial. Algunas aplicaciones notables incluyen componentes eléctricos y electrónicos, piezas de automóviles y materiales de construcción. En el sector eléctrico y electrónico, este material se utiliza habitualmente para conectores, interruptores y disyuntores, lo que garantiza un rendimiento fiable incluso en entornos de alta temperatura.
Beneficios en la industria automotriz:La industria automotriz también se beneficia de la resina plástica PA66 GF30 V0. Sus propiedades retardantes de llama lo hacen adecuado para componentes como cubiertas de motores, mazos de cables y carcasas de baterías. Además, la alta resistencia del material al calor y a los productos químicos contribuye a la seguridad y durabilidad general de los vehículos.


Sugerencias de moldeo por inyección:
Al moldear el retardante de llama de fósforo rojo PA66 GF30, se deben tener en cuenta ciertas consideraciones para garantizar la calidad y el rendimiento óptimos de la pieza.
El secado: Antes del procesamiento, la resina debe secarse completamente para evitar defectos relacionados con la humedad, como burbujas o un acabado superficial deficiente. Normalmente, las condiciones de secado son 80-90°C durante 4-6 horas.
Temperatura de moldeo: Las temperaturas del cilindro recomendadas para el moldeo por inyección están entre 270-290°C, con el temperatura del molde fijada en 80-120°C. Es posible que se necesiten temperaturas más altas dentro de este rango para lograr un buen flujo y un llenado adecuado de moldes complejos.
Presión de inyección: Presión de inyección de moderada a alta normalmente se requiere debido a la viscosidad del material, influenciado por el contenido de fibra de vidrio. Esto asegura un embalaje adecuado y minimiza los huecos en la pieza final.
Velocidad del tornillo: A velocidad de tornillo baja a moderada Es aconsejable minimizar el corte y evitar la degradación del retardante de llama de fósforo rojo, lo que puede resultar en una reducción de la resistencia a la llama y de las propiedades mecánicas.
Tiempo de enfriamiento: Un tiempo de enfriamiento adecuado es esencial debido a la conductividad térmica del material y al potencial de deformación o contracción. El sistema de enfriamiento del molde debe estar bien diseñado para garantizar un enfriamiento uniforme.
Postprocesamiento: Después del moldeo, las piezas pueden requerir un posprocesamiento, como recocido, para aliviar las tensiones internas, lo que puede mejorar la estabilidad dimensional y reducir la probabilidad de deformaciones o grietas durante el uso.


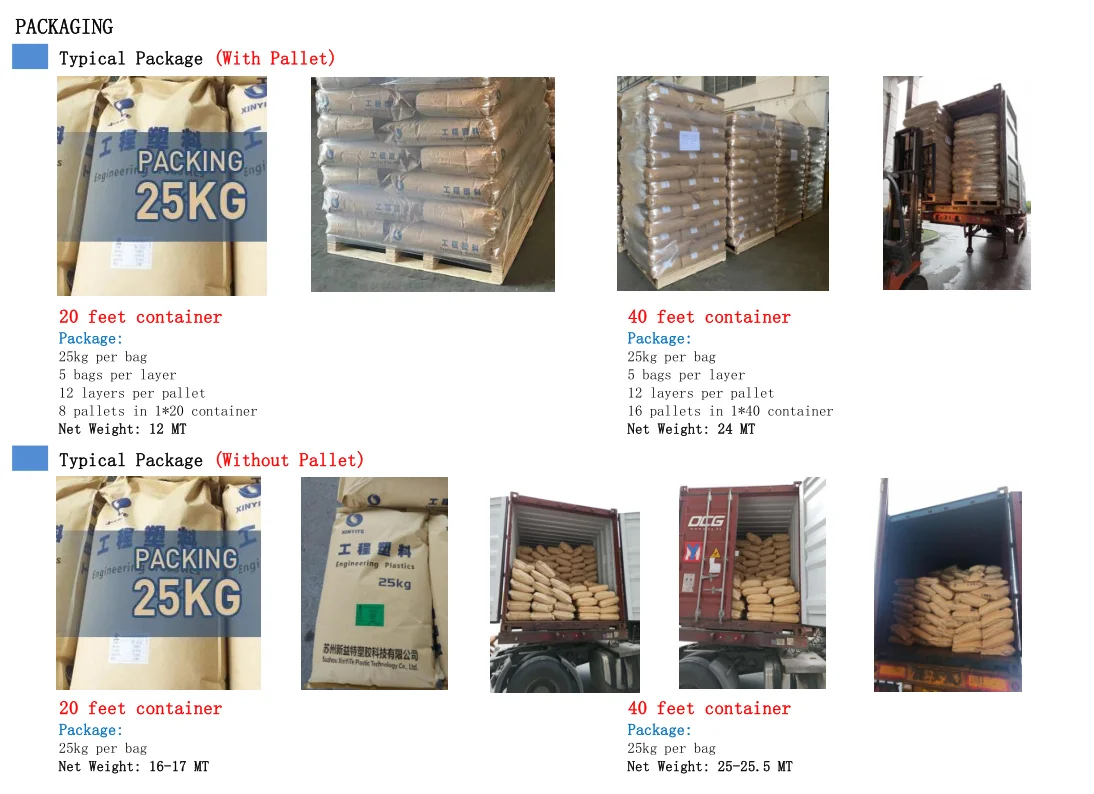
PAQUETE Y ENVÍO:
FOTOS DE FÁBRICA:


























