 |














| Cantidad: | |
|---|---|
PA66 GF30
XINYITE
30% nailon reforzado con fibra de vidrio PA66 Está hecho de resina PA66 y relleno con un 30% de fibra de vidrio. Es de alta resistencia, alta tenacidad, resistencia al desgaste y resistencia a la corrosión. Además, el material es dimensionalmente estable con una alta temperatura de deflexión del calor, buen aislamiento eléctrico, buena suavidad superficial, fácil moldeado y otras ventajas.
Alta resistencia: La adición de fibra de vidrio aumenta la resistencia y rigidez del material, haciéndolo adecuado para aplicaciones donde el rendimiento mecánico es crítico.
Resistencia al calor: La presencia de fibra de vidrio mejora la capacidad del material para soportar temperaturas más altas en comparación con el PA66 sin relleno.
Estabilidad dimensional: El refuerzo de fibra de vidrio también contribuye a una mejor estabilidad dimensional, reduciendo la probabilidad de deformación o deformación en diversas condiciones.
Resistencia química: PA66 es generalmente resistente a muchos productos químicos y la adición de fibra de vidrio no compromete significativamente esta propiedad.
Aplicaciones: PA66 GF30 se usa comúnmente en componentes automotrices, piezas eléctricas y electrónicas, maquinaria industrial y otras aplicaciones donde se requiere una combinación de resistencia, resistencia al calor y estabilidad dimensional.
Sugerencias de moldeo por inyección para PA66 reforzado con GF
1. Temperatura de procesamiento:
Temperatura del barril: Normalmente, el barril La temperatura debe establecerse entre 270 °C y 300 °C (518 °F a 572 °F) para garantizar la fusión y el flujo adecuados del material.
Temperatura del molde: Se recomienda una temperatura del molde entre 80 °C y 100 °C (176 °F a 212 °F) para lograr un buen acabado superficial y estabilidad dimensional.
2. Velocidad de inyección:
Se recomienda una velocidad de inyección de moderada a alta para asegurar un llenado adecuado del molde y evitar la rotura de las fibras. Sin embargo, una velocidad de inyección demasiado alta puede provocar un calentamiento excesivo.
3. Presión de inyección:
Es posible que se requieran presiones de inyección más altas debido a la mayor viscosidad del PA66 reforzado con GF. Las presiones de inyección típicas oscilan entre 1.000 y 1.500 bar (14.500 a 21.750 psi).
4. Presión y tiempo de retención:
La presión y el tiempo de sujeción adecuados son cruciales para evitar marcas de hundimiento y garantizar una buena integridad de la pieza. La presión de mantenimiento debe ser alrededor del 50% al 70% de la presión de inyección, y El tiempo de retención debe optimizarse en función del espesor de la pieza.
5. Diseño de tornillo:
Se recomienda un tornillo con una relación de compresión baja (alrededor de 2:1 a 3:1) y una zona de alimentación más larga para adaptarse a la naturaleza abrasiva de las fibras de vidrio y evitar el desgaste excesivo.
6. El secado:
La PA66 reforzada con GF debe secarse antes del procesamiento para eliminar cualquier contenido de humedad. un secado Generalmente se recomienda una temperatura de 80 °C a 100 °C (176 °F a 212 °F) durante 2 a 4 horas.


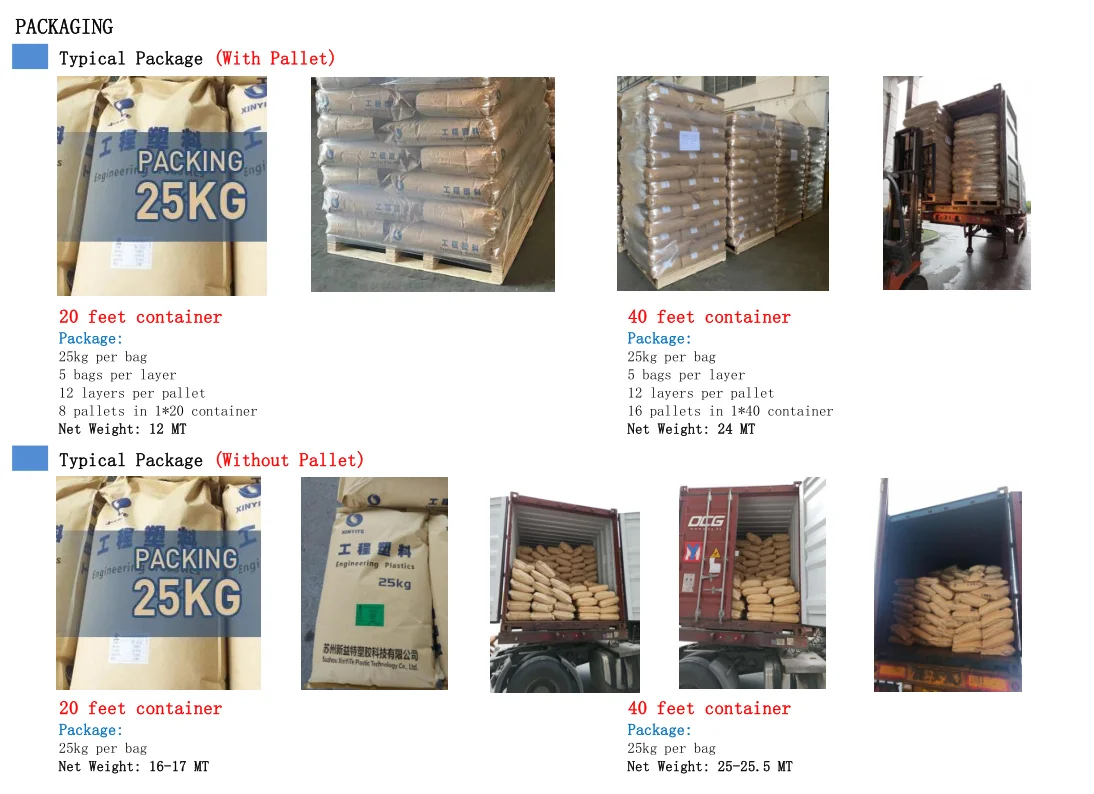
PAQUETE Y ENVÍO:
FOTOS DE FÁBRICA:




















